-

重庆市大足区鑫晨摩托车配件有限公司
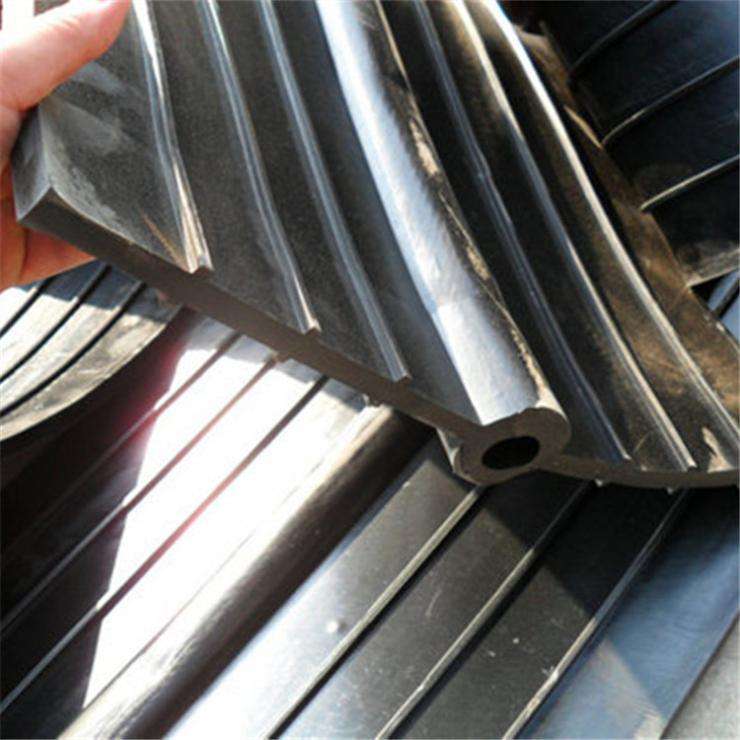
主营:重庆橡胶制品,重庆橡胶圈,重庆橡胶密封件,重庆橡胶管,重庆橡胶条,重庆橡胶套,重庆橡胶垫

重庆市大足区鑫晨摩托车配件有限公司
主营:重庆橡胶制品,重庆橡胶圈,重庆橡胶密封件,重庆橡胶管,重庆橡胶条,重庆橡胶套,重庆橡胶垫 5
5
为什么要控制加温度在100℃以下
这是因混炼胶料在加与促进剂时,如果温度**过100℃,就很容易造成胶料的早期硫化(即焦烧)。另外,在高温下溶介在橡胶内,冷却后凝集在胶料表面,造成喷霜,而且会造成分散不匀。
为什么要严格执行分段加药和加压时间
加药顺序和加压时间是影响混炼质量的重要因素。分段加药可提高混炼效率,增加其均匀性,而且某些药料的投加顺序还有其特殊规定,如:液体软化剂不得与炭黑同时投加,以免结团。因此必须严格执行分段加药。加压时间过短橡胶与药料得不到充分磨擦捏炼,而造成混炼不匀;如加压时间过长而使混炼室温度太高,影响质量,还会降低效率。因此,必须严格执行加压时间。
为什么密炼机混炼胶料要有一定的风压
混炼时,密炼机混炼室内除有生胶及药料外,还有相当一部分空隙存在,如果压力不足,生胶和药料就得不到足够的磨擦捏炼,从而造成混炼不均;而加大压力后,胶料就会上下左右受到强大的磨擦捏炼,使生胶和配合剂很快混合均匀。从理论上讲,压力越大越好,但因受设备等方面的限制,实际上压力不可能无限制的大,一般说来,风压以6Kg/cm2左右为好。
混炼胶片为什么会压散
混炼时由于不慎,往往会压散,造成的原因很多,主要是:(1)违反工艺规程规定的加药顺序或加药过急; (2)混炼时混炼室温度过底;(3)配方中填充剂用量过大等,均有可能。由于混炼不好,而将胶料压散。 压散后的胶料要加同胶号塑炼胶或母胶,待压合排出后,再作技术处理。